 |
| |
 |
 |
La machine réelle |
| |
Un fidèle client avait acheté ce kit et m’a récemment demandé de le lui monter. Son travail l’ayant trop accaparé, 15 années après il n’a toujours pas trouvé le temps de s’en occuper, et à présent il commence pour de bon la construction de son réseau.
J’aurais tellement aimé être comme lui fils d’un mécanicien de locomotive à vapeur ! Son père était au dépôt de Portes et au début des années 50 il a été titulaire de la 140 E 95. C’est pourquoi son fils, apprenant que je proposais cette locomotive, m’avait commandé le kit et celui de son tender 16 A.
Malgré que les 140 E réelles représentaient une importante série de 213 machines, je n’ai pas eu beaucoup de commandes de ce modèle ; il faut croire que peu de modélistes s’intéressent comme nous aux « bonnes à tout faire » du PLM. Et quand, dans le compte-rendu du salon RailExpo sur une revue, sous la photo du modèle de 140 E présenté cette année-là, la légende annonce « La 140 J MECANIC TRAINS », comment s’étonner du peu de réactions suscitées ?
Mais lorsque quelqu’un animé d’une telle motivation me sollicite, je me dis qu’au moins quelques passionnés m’ont compris.
Puisque j’ai accepté, autant vous décrire ce montage. Si parmi les visiteurs du site quelques personnes n’ont pas encore monté leur modèle, ce compte-rendu les aidera à le faire en évitant des écueils ou des erreurs. Je n’aurai donc pas perdu mon temps.
Précisions apportées par le destinataire de ce modèle :
« Mon père a utilisé la locomotive réelle dans la période allant de 1949 à 1959. Je me souviens qu’il me disait qu’à la fin des années 40 bien des machines avaient encore une livrée datant de l’époque PLM, et on pouvait encore en voir avec un mélange des deux dans leur numérotation.
Comme c’est ma préférence, je choisis une livrée correspondante aux derniers temps sous le régime de la compagnie » |
| |
PATTES DE RAT ET TRAINS DE PATATES.
|
Les 140 E, surnommées « pattes de rat », avaient été commandées par le PLM en plusieurs phases de 1913 à 1915 (numérotation d’origine : 3741 à 3975), puis une série de 50 unités supplémentaires en 1925-26, directement numérotées 140 E 168 à 213.
Elles étaient très semblables aux 140 B, hormis le diamètre des roues accouplées : 1.65 m au lieu de 1.50 m, ce qui les faisait légèrement dépasser du tablier qui était maintenu à la même hauteur ; donc des couvre-roues étaient présents au-dessus. Ce diamètre de roues les destinait à la traction des trains de voyageurs et messageries sur les grandes lignes de la compagnie, mais aussi sur beaucoup de lignes secondaires du fait de leur poids léger par essieu (16,8 tonnes). Beaucoup de dépôts – sauf ceux de lignes à fortes rampes – en ont eu à leur effectif : Ambérieu, Avignon, Badan, Dijon, Laroche, Marseille-Arenc, Blancarde et St Charles, Miramas, Montargis, Moulins, Portes, Vénissieux, Villeneuve… Mais les plus importantes concentrations dans les années 1930 étaient à ceux de Montargis (52 machines) et Avignon (69). Puis la dotation du dépôt de Miramas devint plus importante que celle d’Avignon.
Leur service le plus emblématique était les trains de messageries à long parcours depuis la vallée du Rhône qu’elles acheminaient jusqu’à Paris-Bercy par l’itinéraire Chasse-sur-Rhône-Paray-le-Monial-Nevers-Montargis ; mais aussi les « remontes » des primeurs sur les lignes autour d’Avignon, Cavaillon, Carpentras, Orange, Sorgues-Châteauneuf-du-Pape, Tarascon, Barbentane, Le Thor, L’Isle-Fontaine-de Vaucluse… Jusqu’au triage de Fontcouverte.
On en voyait beaucoup en tête des trains omnibus et semi-directs sur la grande banlieue parisienne (Melun-Montereau et Corbeil-Malesherbes-Montargis), et ce jusqu’à l’électrification.
L’un des rares clients ayant pris contact avec moi en apprenant que je proposais ce modèle m’avait raconté que son père était mécanicien sur ces machines. Pendant l’occupation elles étaient aussi beaucoup employées à la remorque de convois de wagons couverts, qui acheminaient chaque jour des quantités de pommes de terre depuis la région de Montargis pour nourrir les habitants de la capitale. Ces convois étaient bien sûr communément appelés « trains de patates ».
En 1946, Montargis regroupait pas moins de 76 unités. Mais avec l’arrivée des 141 R, par contrecoup les 140 E furent de moins en moins utilisées, et au début des années 50 environ la moitié de la série était déjà « garée bon état ». Avec les électrifications et la diésélisation, elles furent pratiquement « retirées du service commercial » au milieu des années 50. Seules quelques-unes furent encore utilisées sur des trains de travaux jusqu’en 1958-59. Les dernières radiations concernèrent les 140 E 2 à Laroche, 108 et 203 à Nevers, 47 à Vénissieux, 166, 177, 187 et 191 à St Etienne, 120 à Miramas, 95 et 160 à Portes. |
| |
MONTAGE PAS À PAS
|
 |
1 - Je débute par le tablier. Soudure des renforts longitudinaux et des traverses avant et arrière.
|
| |
 |
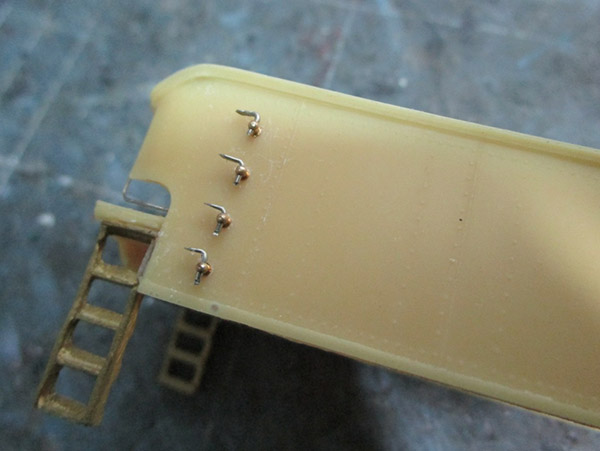
2 - Attention, avant de souder les marchepieds, présenter le corps cylindrique/abri pour repérer la bonne hauteur à respecter. En effet, le haut des marchepieds doit venir s’emboîter dans les encoches ménagées dans les côtés de l’abri.
|
| |
 |
3 - Comme il est prévu d’équiper le modèle de fanaux fonctionnels à l’avant, autant les souder tout de suite contre les côtés de la pièce « traverse avant ».
|
| |
 |
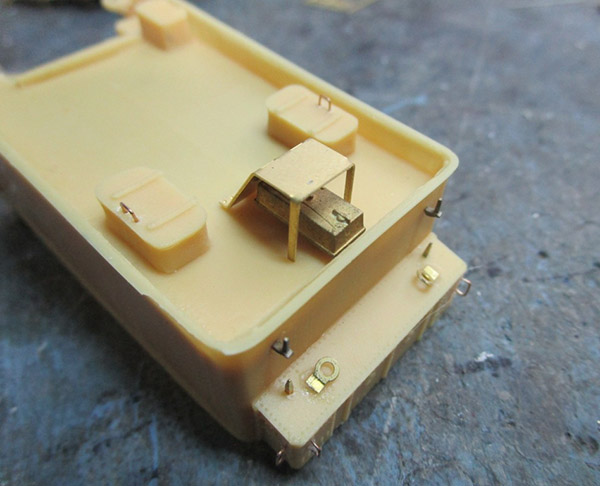
4 - Pose des réservoirs principaux par collage derrière la traverse avant.
|
| |
 |
5 - Pose du générateur d’acétylène et des couvre-roues en résine (collage à la cyano).
|
| |
 |
6 - Ajustement du corps cylindrique/abri ; quelques coups de fraise à main levée peuvent s’avérer nécessaires dans la résine pour que le dessous de la boîte à feu et de l’abri plaque bien sur le tablier.
|
| |
 |
7 - Perçage des deux trous sous l’abri, qui recevront les tiges filetées de fixation, le tablier servant de guide de perçage.
|
| |
 |
8 - Des vis à filet profond sont momentanément utilisées pour assembler l’arrière.
|
| |
 |
9 - Toujours en se servant du tablier comme guide de perçage, c’est au tour du trou central de l’avant.
|
| |
 |
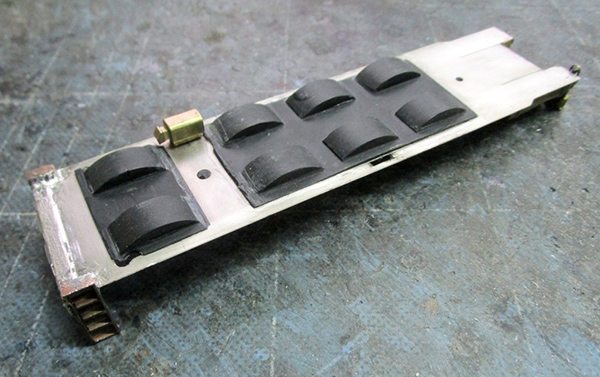
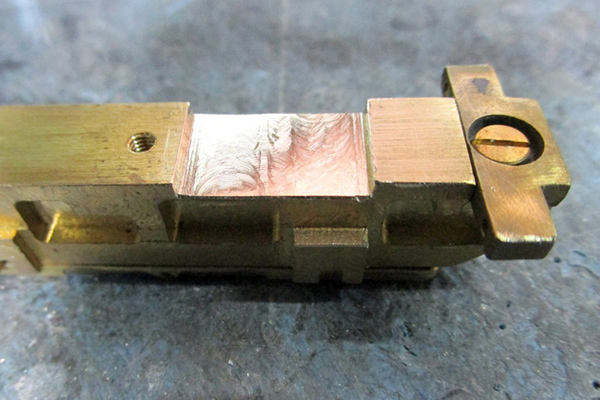
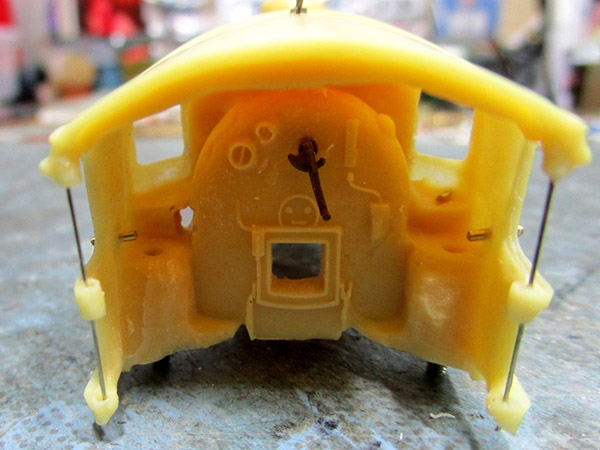
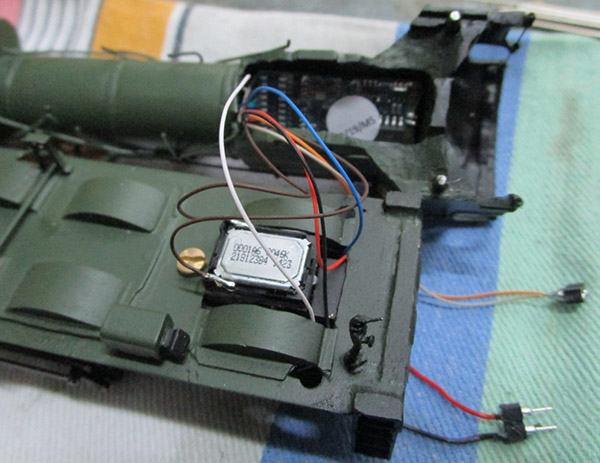
10 - Il est décidé d’équiper ce modèle en commande digitale, avec un Loksound. Le tender 16 A ayant son volume entièrement occupé par le bloc-moteur en laiton massif, il faut trouver la place nécessaire au décodeur ET son haut-parleur dans la loco.
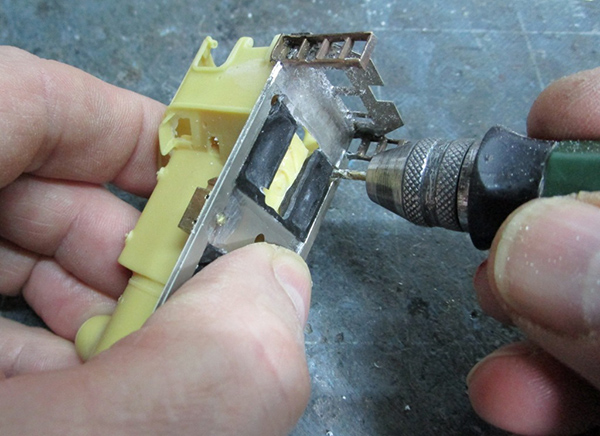
Il n’y a qu’un endroit possible : la boîte à feu. Il faut donc l’évider à l’aide de fraises, à main levée. Aspirateur continuellement en marche, sinon …
|
| |
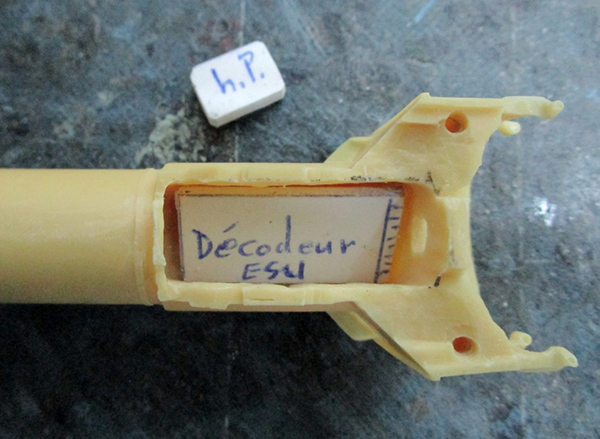 |
11 - Pour éviter de brutaliser le décodeur, un coupon de plasticard ou carton est découpé à ses dimensions, et un autre à celles du h.p.
|
| |
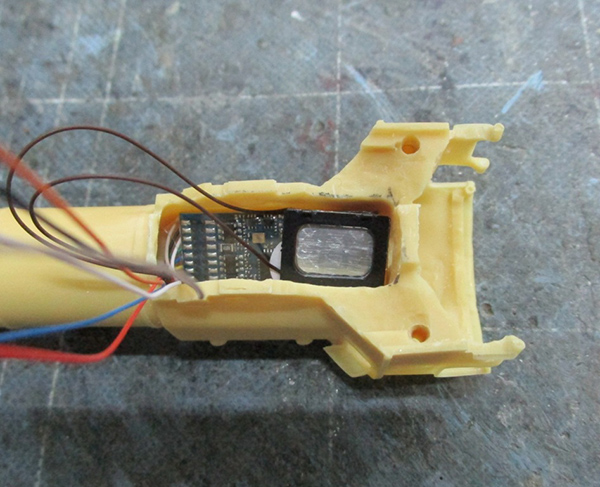 |
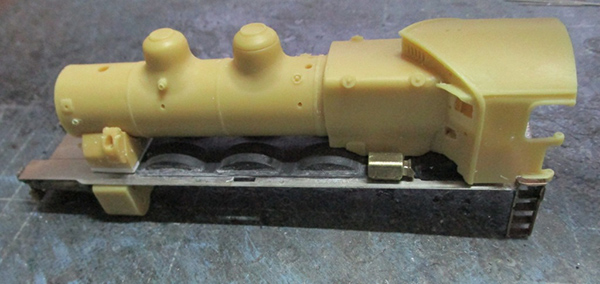
12 - Il faut en plus prévoir de la place à l’avant (donc dans la partie chaudière) pour la nappe de fils. Enfin, ça passe juste mais ça passe. Vérification avec le décodeur.
|
| |
 |
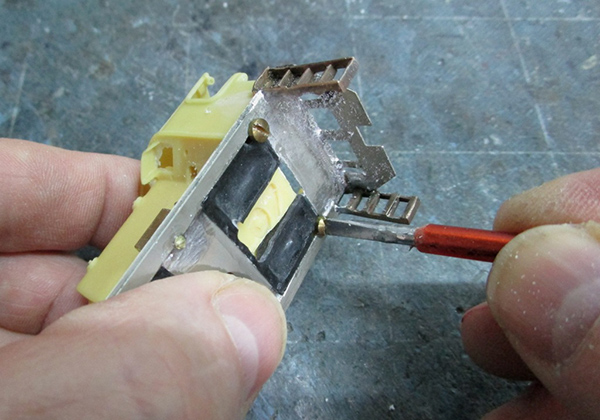
13 - Le h.p. doit pouvoir passer entre les couvre-roues, donc sciage longitudinal de ceux-ci. Pour que le son puisse se propager efficacement, pose du tablier sur le châssis et traçage sur ce dernier de l’emplacement du h.p.
|
| |
 |
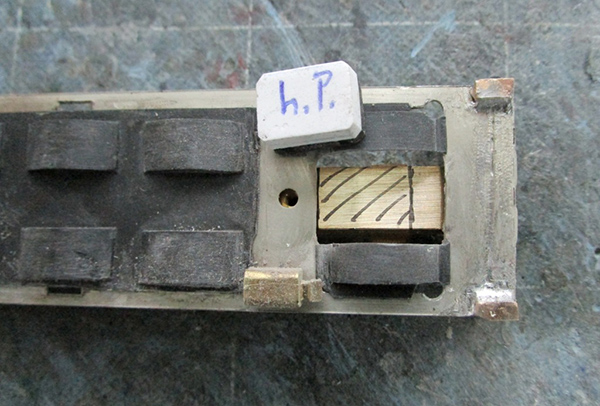
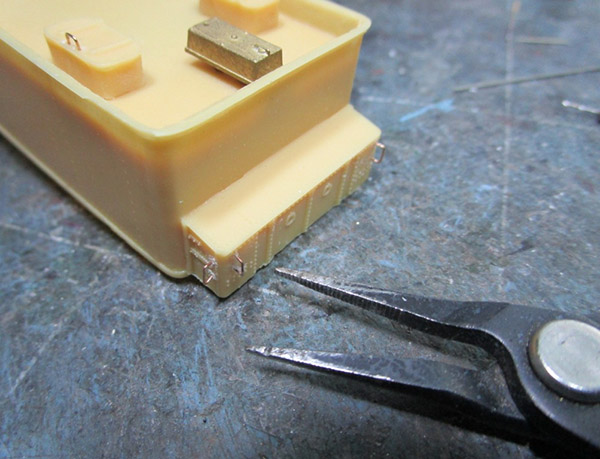
14 - Une saignée est pratiquée à la fraiseuse (profondeur 1. 50 mm) sur le châssis.
|
| |
 |
 |
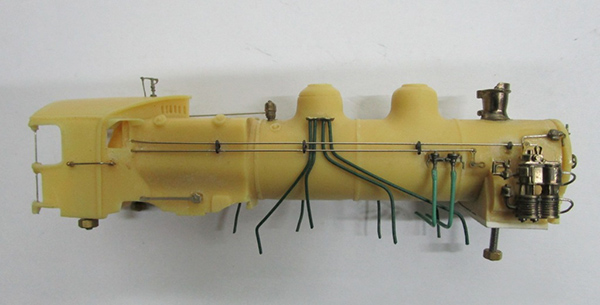
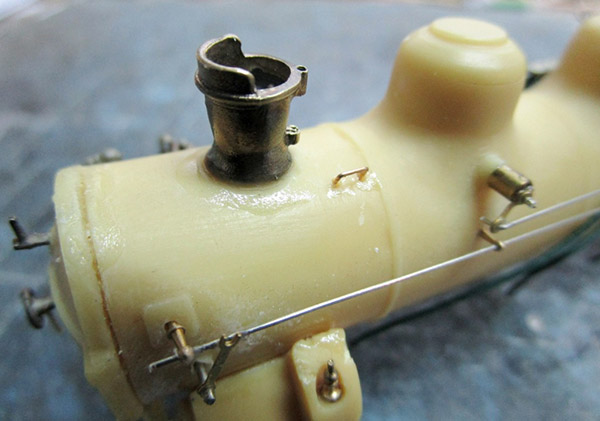
15 et 16 - Puisqu’il est appareillé au tablier, avant de le mettre de côté jusqu’aux opérations de peinture, je décide de finir maintenant la préparation du corps cylindrique.
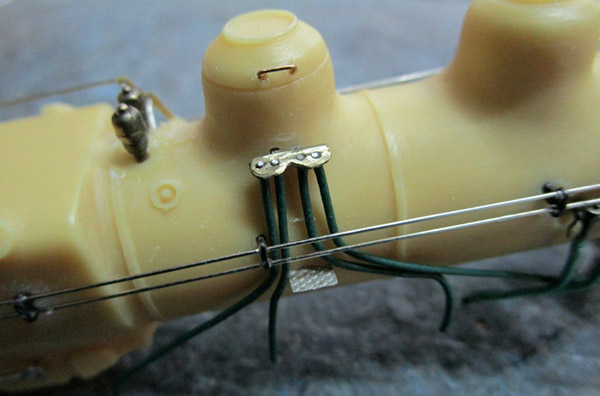
Pose de la cheminée, des soupapes, des supports de mains courantes, des tringleries de commandes. Les tuyauteries de sablière sont fixées avant les mains courantes
|
| |
 |
17 - Ces éléments étant posés, collage des tiges filetées de fixation, dans les trous percés aux opérations N° 7 et 9.
|
| |
 |
18 - Le corps cylindrique/abri est maintenant prêt pour la peinture, qui sera faite avec la caisse du tender lorsqu’elle sera prête.
|
| |
 |
19 - Préparation du bloc-cylindres, avec la pose des tubes-guides des tiges de pistons et de tiroirs, des ensembles purgeurs, et le perçage des trous pour les fils palpeurs de courant.
|
| |
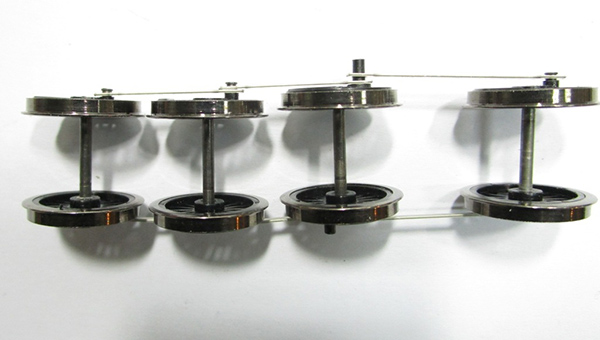 |
20 - Montage des essieux accouplés et de leurs bielles d’accouplement, en se servant du châssis pour le calage parfait des roues.
|
| |
 |
21 - Préparation des ensembles bielle motrice/crosse de piston. En haut pour le côté gauche, en bas pour le côté droit.
|
| |
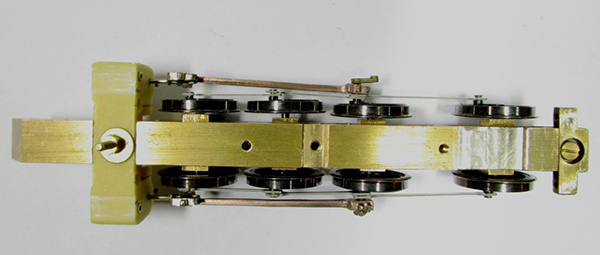 |
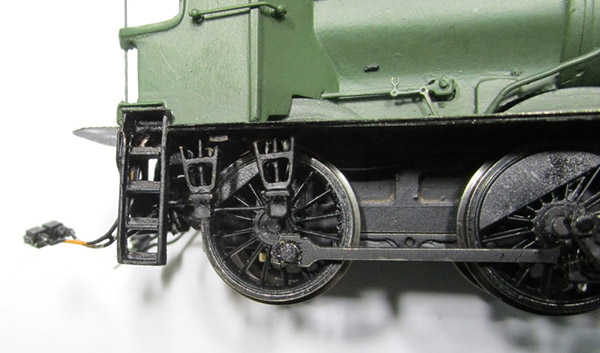
22 - Vérification du fonctionnement de ces ensembles, montés avec le châssis et le train de roues. Afin d’être sûr de ne pas avoir d’ennuis avec ces éléments lors de leurs mouvements (en touchant les têtes des tourillons de bielles d’accouplement), j’ai pris la précaution de couper l’épaulement devant le trou des tourillons sur les roues du premier essieu. Je vais d’ailleurs le faire aussi sur les roues du deuxième.
|
| |
 |
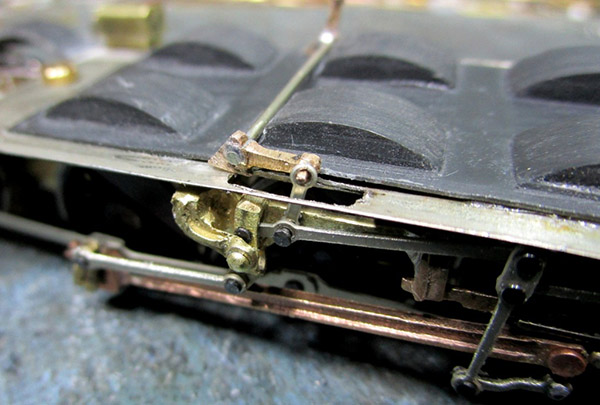
23 - Perçage d’une encoche à l’arrière du bloc-cylindres, mise en place de la glissière de crosse puis du support de coulisses.
En s’assurant du libre déplacement de la crosse, soudure de la glissière sur la branche du support de coulisses.
Une fois le bon fonctionnement obtenu, la même opération est effectuée sur l’autre côté .
|
| |
 |
24 - L’extrémité des glissières n’est pas collée dans l’encoche du bloc-cylindres, ainsi tout reste démontable, il suffit d’ôter la vis de fixation du support puis de retirer les crosses par l’avant.
|
| |
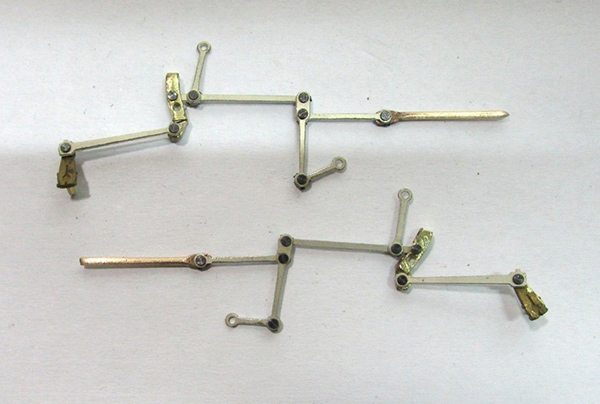 |
25 - Préparation des équipages de bielles de distribution, avec les coulisses et manivelles.
En haut pour le côté droit, en bas pour le gauche.
Toutes les bielles ont été limées pour les amincir.
Seule la liaison entre la tige de tiroir et la bielle qui lui fait suite est UN RIVETAGE, donc serré pour constituer un ensemble rigide, ce qui est nécessaire pour qu’il se maintienne horizontal, grâce au guidage de la tige ajustée au tube dans le bloc-cylindres. Toutes les autres sont des ARTICULATIONS, donc attention à ne pas donner le coup de marteau de trop !
|
| |
 |
26 - Les équipages confectionnés sont maintenant assemblés en bas des crosses de pistons.
|
| |
 |
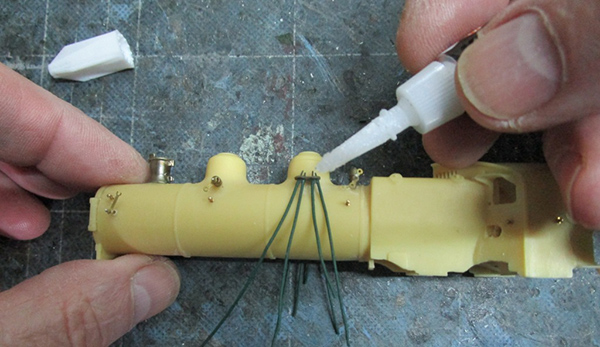
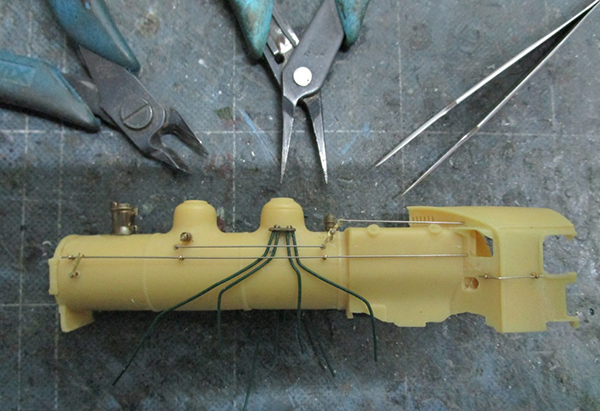
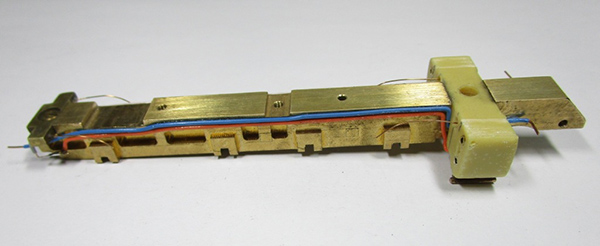
27 - Les fils de bronze phosphoreux palpeurs de courant sont collés dans les trous du bloc-cylindres, et à l’arrière dans le support avec isolation avec de la gaine de fil téléphone. C’est le moment de former et coller les lignes électriques le long du châssis, en respectant les couleurs normalisées pour les fils : de ce côté gauche, fil noir qui relie les palpeurs avant et arrière, et fil blanc pour l’éclairage avant.
|
| |
 |
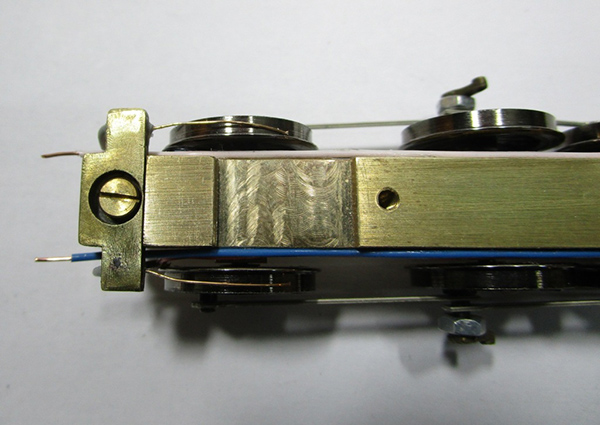
28 - … et de ce côté droit, fil rouge qui relie les palpeurs, et fil bleu pour l’éclairage avant.
|
| |
 |
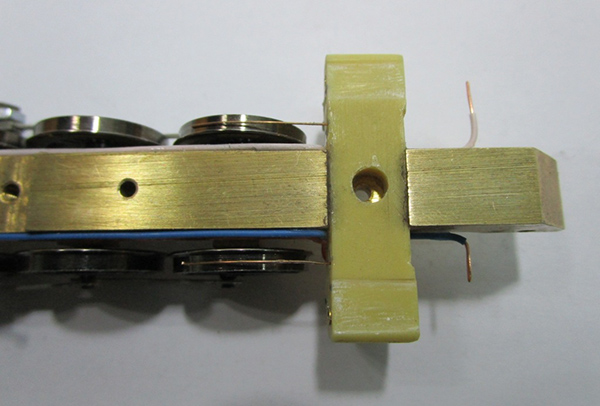
29 - Préparation maintenant de la plaque amovible sous le dessous de châssis, sur laquelle seront soudés plus tard des sabots de freins. Les deux pièces sont percées ensemble, puis les trous du dessous de châssis sont taraudés M2 (vis).
|
| |
 |
30 - Remontage des roues pour former les palpeurs des roues arrière …
|
| |
 |
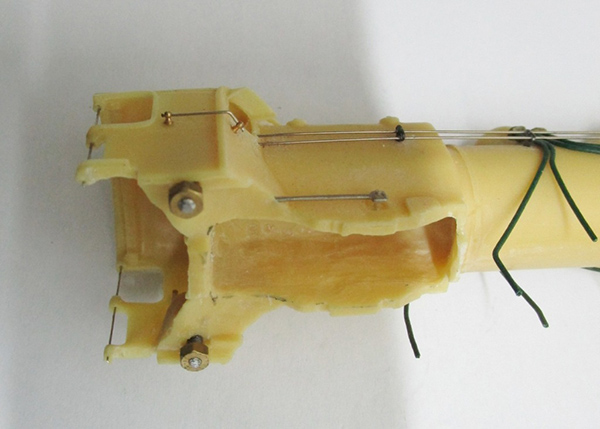
31 - … et des roues avant. Le bloc-cylindres est maintenant collé au châssis à la cyano.
|
| |
 |
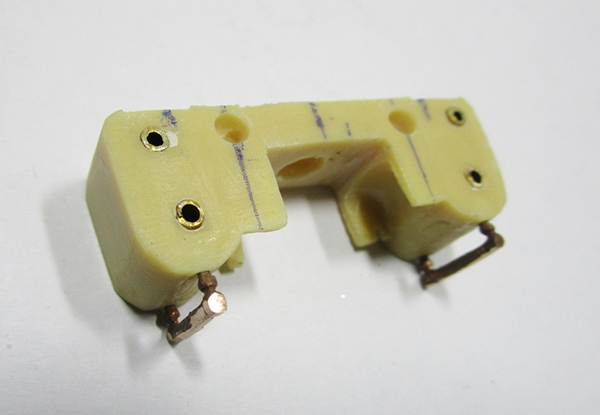
32 - Préparation du bissel. Un coup de lime carrée dans le boîtier pour s’assurer du passage d’une queue d’attelage. Le boudin des roues Fleischmann est réduit à une hauteur de 0.80.
|
| |
 |
 |
 |
33 à 35 - Pose d’une chute de photogravure mince pour figurer le « garde-boue » que l’on peut voir sur les photos des machines réelles. Je n’ai pas hésité à fraiser plus largement la découpe arrondie du châssis, pour être sûr du passage des roues en courbes sans que leur boudin touche la masse métallique (court-jus).
|
| |
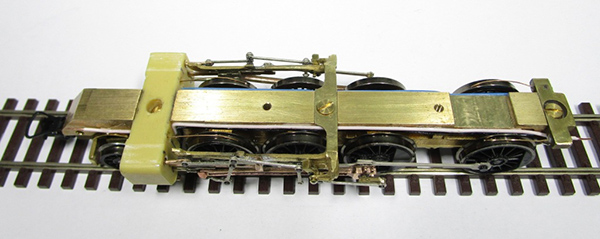 |
36 - Mise au point du fonctionnement sans point dur avec les embiellages montés. Le châssis est attelé à une loco et baladé « en véhicule » sur tous les endroits de la piste d’essais, surtout appareils de voie et courbes dans les deux sens.
|
| |
 |
37 - Perçage pour l’axe et limage des leviers de marche pour les amincir, avant de couper leur alimentation de fonderie.
|
| |
 |
38 - Soudure sur un axe (Diam. 1 mm) et fignolage des leviers.
|
| |
 |
 |
 |
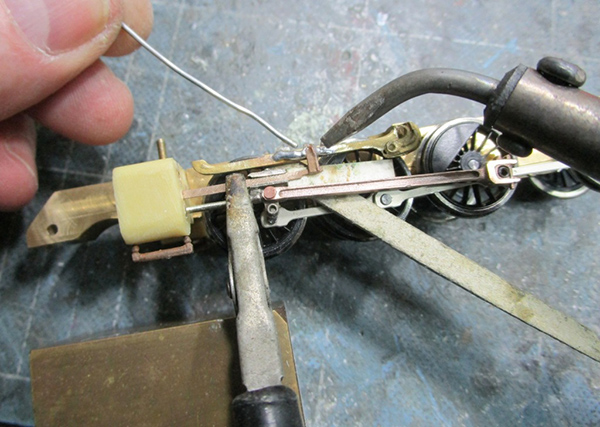
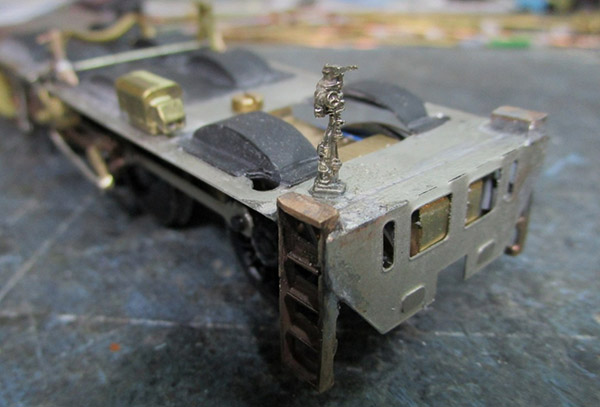
39 à 41 - Mise en place de l’ensemble. L’emplacement exact est déterminé une fois les biellettes accrochées aux leviers. Un petit fraisage a été nécessaire dans la résine des couvre-roues.
|
| |
 |
42 - Pose par collage sur le tablier du marchepied d’accès à la sablière, à cheval au-dessus de l’arbre de marche. Collage sur le tablier du support de chaudière, entre le 1er et le 2ème couvre-roues.
|
| |
 |
43 - Pose du robinet de frein. |
| |
 |
44 - Sur le dôme de sablière, pose d’une poignée (chute de fil Diam. 0.30).
Toujours dans l’axe du dôme, pose à mi-hauteur d’une marche d’accès.
|
| |
 |
45 - Côté gauche, pose d’une poignée (chute de fil Diam. 0.30) derrière la cheminée.
|
| |
 |
46 - Sur la devanture, pose du levier de régulateur.
C’en est fini des petits détails à poser avant la peinture du corps cylindrique/abri.
|
| |
 |
47 - A présent il faut poser les petits accessoires sur le tender 16 A, sa caisse pourra passer en peinture avec le corps cylindrique/abri de la loco.
Sur la traverse arrière, pose des marchepieds et des tampons (collage à la cyano).
|
| |
 |
48 - Sur la caisse, pose des petites poignées à l’arrière du coffre et sur les couvercles des trappes de remplissage. Ces poignées sont formées dans les chutes de fil de bronze phosphoreux des palpeurs de courant (Diam. 0.30). Pose du réservoir-doseur du TIA.
|
| |
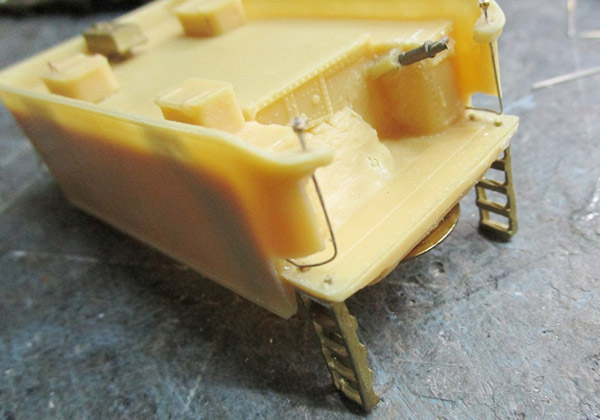 |
49 - A l’avant, pose des mains-montoirs (fil maillechort Diam. 0.30), des marchepieds et de la manivelle du frein à main.
|
| |
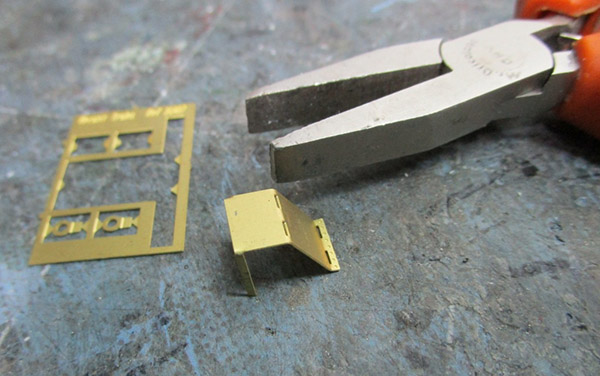 |
50 - Préparation de l’abri de protection du réservoir-doseur. |
| |
 |
51 - Collage de la pièce à la cyano, puis pose des anneaux de levage et des supports de fanaux à l’arrière. J’en ajouté deux autres en haut (M.T. Réf. div 44).
|
| |
 |
52 - Côté gauche, pose des robinets de jauge, constitués de supports de mains courantes courts et de fil maillechort écrasé et plié.
|
| |
 |
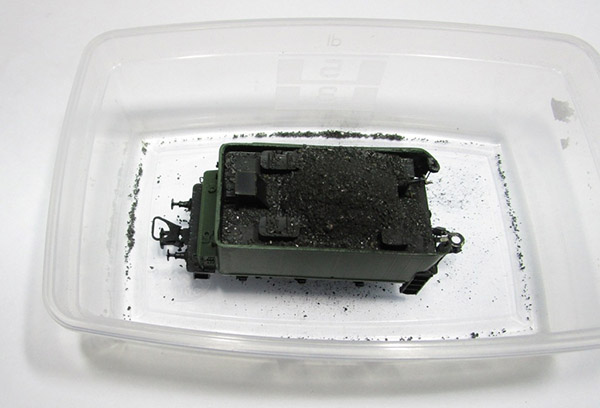
53 - Enfin, collage du lest en forme de tas de charbon.
Le tender est à son tour prêt pour la peinture.
|
| |
 |
54 - Passage en peinture. |
| |
 |
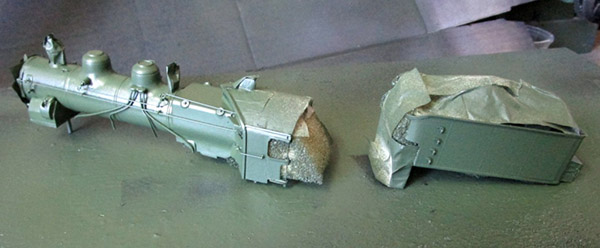
 |
55 et 56 - Les trois éléments après avoir reçu leur peinture verte, et la noire sur la cheminée, les soupapes, la toiture de l’abri, le dessus et le devant de la caisse du tender.
|
| |
 |
57 - Remontage du tender. |
| |
 |
58 - Préparation et pose de vitrages aux fenêtres frontales. Les encadrements sont d’abord collés sur une bande transparente (emballage de gâteaux par ex.) avec de très petites gouttes de résine époxy (collage très solide et ne blanchissant pas les vitrages).
|
| |
 |
59 - Après durcissement, les pièces obtenues sont coupées de la bande puis collées en place, toujours avec de la résine époxy.
|
| |
 |
60 - Le corps cylindrique/abri peut à présent être assemblé. Le décodeur est placé dans la boîte à feu et le haut-parleur collé sur son emplacement du châssis. Le tablier doit être présenté et tous les fils sont passés dans sa découpe.
|
| |
 |
61 - Fixation du tablier sur le châssis (vis devant le h.p.). |
| |
 |
 |
62 et 63 - Assemblage du corps cylindrique/abri. Les deux écrous sous l’abri sont meulés afin de réduire leur épaisseur et les rendre plus discrets.
|
| |
 |
 |
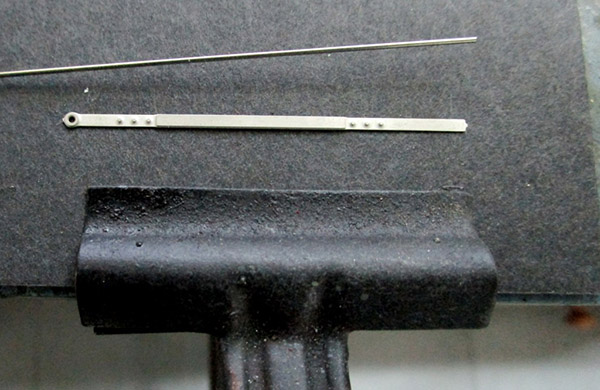
64 et 65 - La barre de marche peut être affinée en largeur. Pour cela, un fil de maillechort dressé Diam. 0. 70 est d’abord soudé derrière, afin d’obtenir une pièce bien rigide.
|
| |
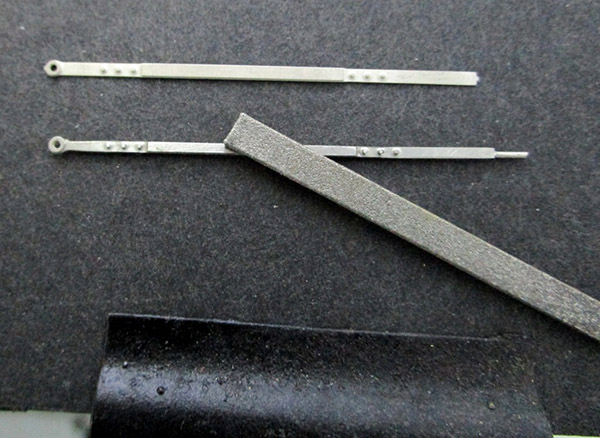 |
66 - Ainsi il est plus aisé de limer la barre sans tout tordre. En haut la barre d’origine, en bas celle obtenue après ces opération.
|
| |
 |
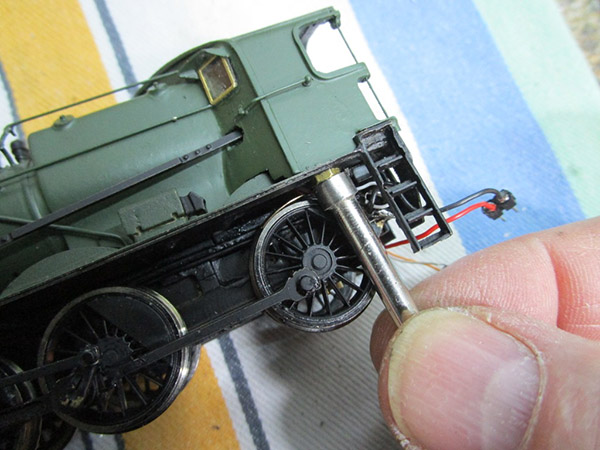
67 - La barre de marche est accrochée sur l’axe du levier de marche. |
| |
 |
68 - Préparation et pose (collage à la cyano) des deux supports de prise de mouvement du Flaman.
|
| |
 |
69 - Découpe sur mesures (en présentant le tender), et pose d’une plate-forme à l’arrière du tablier.
|
| |
 |
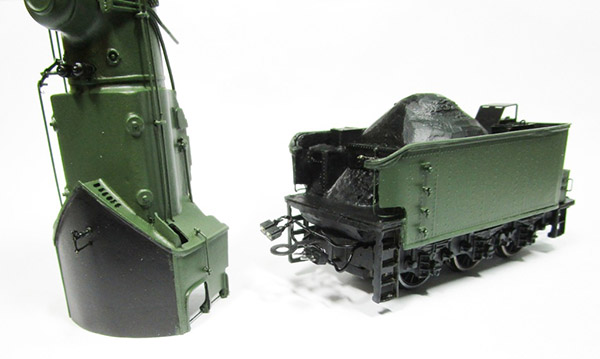
70 - Collage de charbon pilé sur le lest au-dessus de la trémie du tender.
|
| |
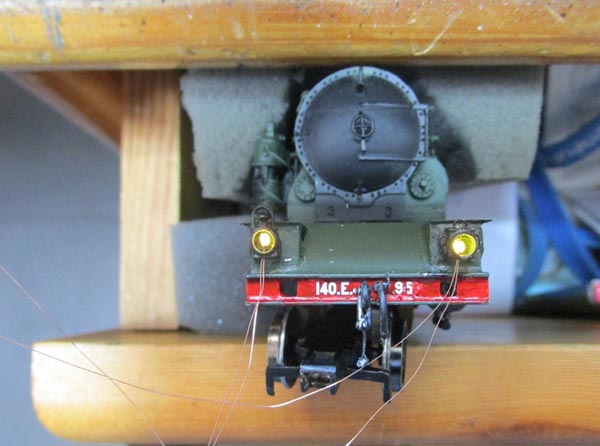 |
71 - Comme d’habitude, le polichinelle est coincé dans son tiroir et maintenu à la verticale, pour poser les micro-LED dans les fanaux. Une fois positionnés, de la résine époxy incolore (« porcelaine-verre ») est coulée pour à la fois sceller les LED dans les fanaux et représenter leur verre.
|
| |
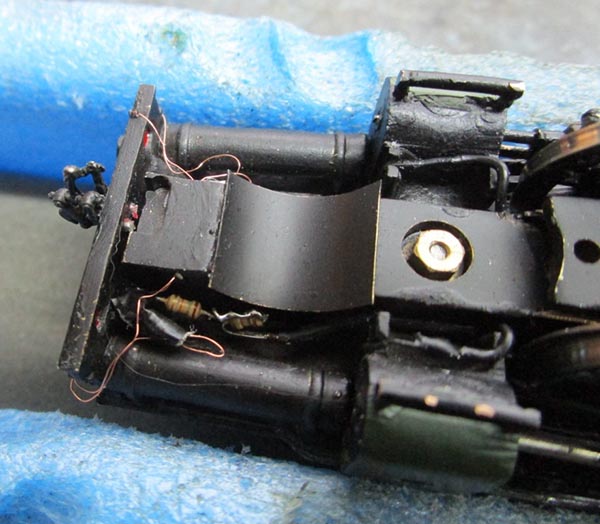 |
72 - Opération délicate, le câblage sous le tablier (article 22 : chacun se dém…brouille comme il peut »). Ne pas oublier d’inclure dans le circuit DEUX résistances de 15 kilo-ohms en série (donc ça fait 30) lorsque le modèle fonctionne en digital. Les fils, résistances et soudures seront peints en noir mat, mais après avoir contrôlé l’allumage des LED.
|
| |
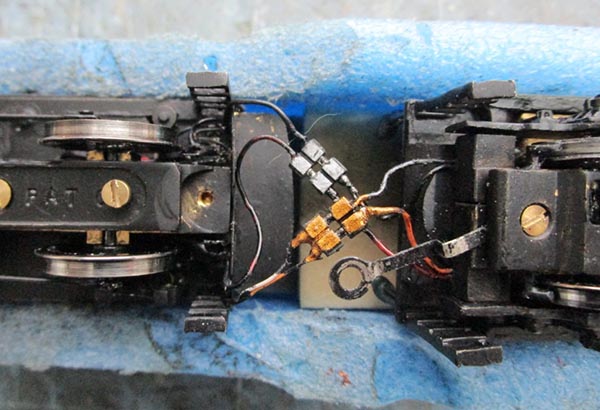 |
73 - Alors comme le modèle est en digital, pour vérifier il faut accoupler le tender. Après ces vérifications on en profite pour marquer une face des micro-connecteurs à la peinture, constituant des détrompeurs, et utiliser des couleurs différentes entre les connexions des palpeurs de courant et celles du moteur (attention les décodeurs sound, ça n’aime pas, mais PAS DU TOUT les mauvais branchements et C’EST CHER !
|
| |
 |
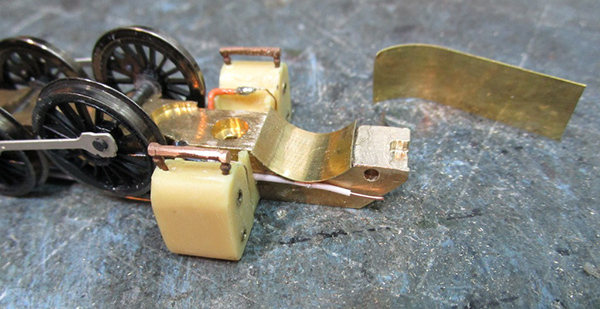
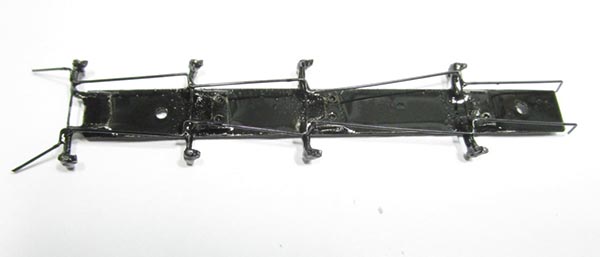
74 - Réalisation d’une plaque-support de sabots de freins amovible. La bande métallique préparée à l’opération N° 29 est posée à l’aide de ses deux vis M 2.
|
| |
 |
75 - Les 4 paires de sabots de freins (ici des M.T. Réf. div 60) sont affinés au disque à tronçonner.
|
| |
 |
76 - Ils sont placés aux bons endroits sur la plaque et le contour de leur plaque centrale est tracé avec une pointe fine.
|
| |
 |
77 - La plaque est déposée pour souder les ensembles de sabots.
|
| |
 |
78 - La plaque est reposée pour azimuter chaque sabot avec une pince à petits becs. Bien vérifier qu’il n’y ait aucun contact avec les roues, particulièrement à celles des deux essieux accouplés intermédiaires, qui ont un jeu de chaque côté pour leur débattement latéral.
|
| |
 |
79 - Installation et soudure de fils de maillechort dressé (Diam. 0.50) pour figurer la timonerie. Là encore, il faut prendre garde à ce que les roues ne puissent pas toucher.
|
| |
 |
80 - Re-dépose de l’ensemble et élimination des éventuels dépôts de soudure superflus.
|
| |
 |
81 - Peinture de l’ensemble en noir mat. |
| |
 |
82 - Préparation de l’obturateur de cheminée : soudure d’une section de fil maillechort Diam. 0.50 puis peinture en noir mat.
|
| |
 |
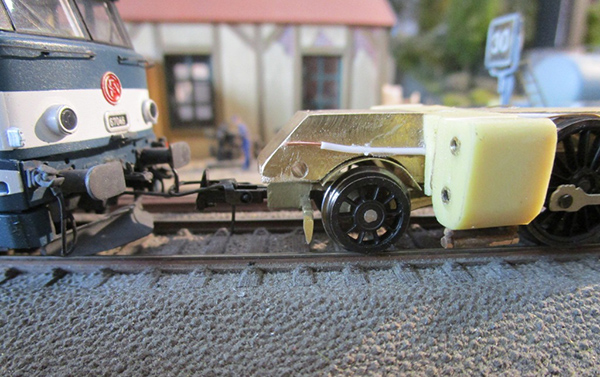
83 - Le modèle est en service, bien que pas tout à fait terminé, il reste à poser les plaques de numérotation en commande ...
|
| |
Le modèle de la 140 E 95 sur le décor de la "Sainte-Piste" |
 |
 |
 |
 |
 |
| |